




ՏԵԽՆԻԿԱԿԱՆ ՀԱՏԿՈՒԹՅՈՒՆՆԵՐ
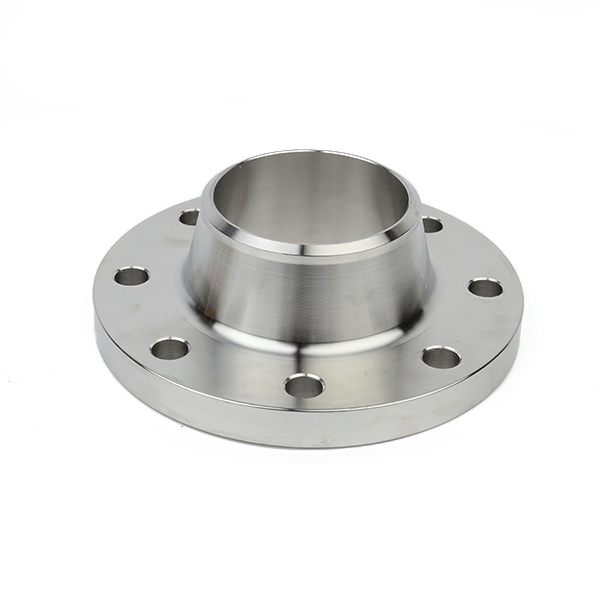
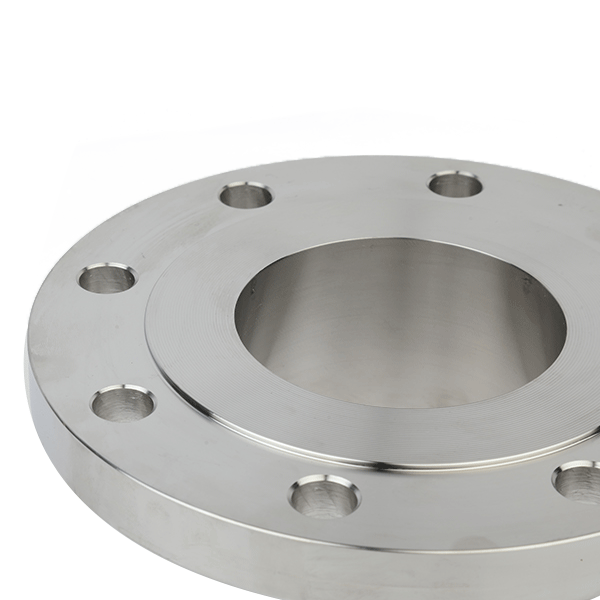
| Արտադրանքի անվանումը | Լայն միացում/ազատ եզր |
| Չափս | 1/2"-24" |
| Ճնշում | 150#-2500#, PN0.6-PN400, 5K-40K |
| Ստանդարտ | ANSI B16.5, EN1092-1, JIS B2220 և այլն: |
| Կոճղի ծայրը | MSS SP 43, ASME B16.9 |
| Նյութ | Անժանգոտվող պողպատ:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo և այլն։ |
| Ածխածնային պողպատ:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 և այլն։ | |
| Դուպլեքս չժանգոտվող պողպատ՝UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 և այլն: | |
| Խողովակաշարային պողպատ՝A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 և այլն։ | |
| Նիկելի համաձուլվածք՝Ինկոնել600, Ինկոնել625, Ինկոնել690, Ինկոլոյ800, Ինկոլոյ825, Ինկոլոյ800H, C22, C-276, Մոնել400, Ալյումին20 և այլն: | |
| Cr-Mo համաձուլվածք՝A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3, 15Crmo և այլն։ | |
| Դիմում | Նավթաքիմիական արդյունաբերություն, ավիացիոն և աերոտիեզերական արդյունաբերություն, դեղագործական արդյունաբերություն, գազի արտանետումներ, էլեկտրակայան, նավաշինություն, ջրի մաքրում և այլն: |
| Առավելություններ | պատրաստի պաշար, ավելի արագ առաքման ժամանակ, հասանելի է բոլոր չափսերով, անհատականացված, բարձր որակ |
Չափերի ստանդարտներ
ԱՊՐԱՆՔՆԵՐԻ ՄԱՆՐԱՄԱՍՆ ՑՈՒՑԱԴՐՈՒԹՅՈՒՆ
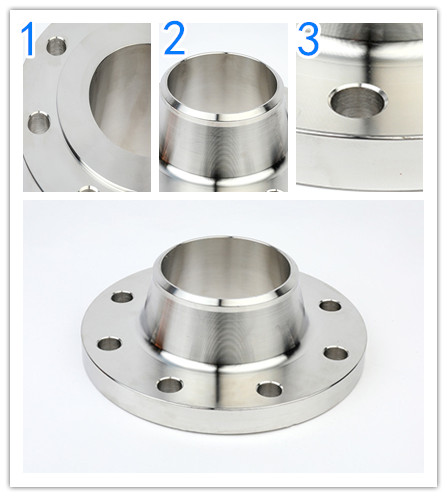
1. Դեմք
Կարող է լինել բարձրացված դեմքով (RF), լրիվ դեմքով (FF), օղակաձև միացմամբ (RTJ), ակոսավոր, լեզվային կամ անհատականացված։
2. ANSI B16.25-ի համաձայն՝ թեք ծայր
3.CNC նուրբ ավարտված։
Երեսպատման մակերես. Եզրագծի մակերեսի մակերեսի մակերեսի մակերեսը չափվում է որպես թվաբանական միջին կոպտության բարձրություն (AARH): Վերջնական մակերեսը որոշվում է օգտագործվող ստանդարտով: Օրինակ, ANSI B16.5-ը սահմանում է մակերեսի ... միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի
Նշում և փաթեթավորում
• Յուրաքանչյուր շերտ օգտագործում է պլաստիկե թաղանթ՝ մակերեսը պաշտպանելու համար
• Բոլոր չժանգոտվող պողպատի համար նախատեսվածները փաթեթավորված են ֆաներայի տարաներով։ Ավելի մեծ չափի ածխածնային եզրերի համար նախատեսվածները փաթեթավորված են ֆաներայի պալետներով։ Կամ կարող են լինել անհատական փաթեթավորում։
• Առաքման նշանը կարող է պատրաստվել պահանջով
• Արտադրանքի վրա նշագրումները կարող են փորագրված կամ տպված լինել: OEM-ը ընդունվում է:
ԶՆՆՈՒՄ
• UT թեստ
• Ֆոտոթերապիայի թեստ
• ՄՏ թեստ
• Չափերի փորձարկում
Մինչև առաքումը մեր որակի վերահսկման թիմը կկազմակերպի NDT թեստ և չափերի ստուգում: Նաև ընդունում է TPI (երրորդ կողմի ստուգում):
Արտադրական գործընթաց
| 1. Ընտրեք իսկական հումք | 2. Կտրեք հումքը | 3. Նախնական տաքացում |
| 4. Կռում | 5. Ջերմային մշակում | 6. Կոպիտ մեքենայացում |
| 7. Հորատում | 8. Նուրբ մեքենայացում | 9. Նշում |
| 10. Ստուգում | 11. Փաթեթավորում | 12. Առաքում |
ՀԱՄԱԳՈՐԾԱԿՑՈՒԹՅԱՆ ԴԵՊՔ
Թուրքիայում իրականացվող նախագիծ, բնական գազի խողովակաշարերում օգտագործվում են եզրակալներ։ Այդ բոլոր եզրակալները հաստատված են TUV-ի կողմից։
Ֆլանժի տվյալների թերթիկ
1Ֆլանշի չափերը և թույլատրելի շեղումները պետք է համապատասխանեն ASME B16.5 ստանդարտին։
2. Եզրագծերը պետք է պատրաստվեն կռման եղանակով։
3. Նյութերը պետք է համապատասխանեն ASTM A105, ASTM A694 F65 և ASTM A694 F70 ստանդարտներին։
4. ASTM A694 F65 և ASTM A694 F70 ֆլանշերը պետք է ենթարկվեն կոփման և մխման։
5. Նյութերի փորձարկման վկայականները և ջերմային մշակման հաշվետվությունները պետք է հասանելի լինեն TPI ստուգումների համար:
6. WN եզրերը պետք է լինեն թեք ծայրերով՝ համաձայն ASME B16.25 ստանդարտի:
7. Նյութերի քիմիական և մեխանիկական փորձարկման արժեքները (հարվածային, ճկուն, ձգողական և այլն) պետք է համապատասխանեն համապատասխան ստանդարտներին։
8. Բոլոր մակերեսները պետք է մշակվեն մեքենայով և լաքապատվեն թափանցիկ յուղով՝ ժանգոտումը կանխելու համար։
9. Նշումը պետք է ներառի հետևյալ տեղեկատվությունը.
• Տրամագիծ (օրինակ՝ 6 դյույմ)
• Ճնշման դաս (օրինակ՝ 150 ֆունտ)
• Նյութական որակ (օրինակ՝ ASTM A 105)
• Պատի հաստություն (մոտավորապես 4,78 մմ)
• Ջերմային համար (փորձ. 138413)
• Արտադրության ստանդարտ (ASME B16.5)
10. Նյութերը պետք է զերծ լինեն մակերեսային որևէ արատից և ճաքից: Եռակցման միջոցով վերանորոգումները խստիվ արգելված են:
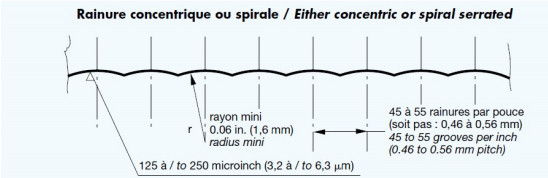
11. Բոլոր եզրերը պետք է լինեն բարձրացված մակերեսով (RF)՝ կնքող մակերեսով: Կնքող մակերեսը պետք է լինի Ra 3,2 – 6,3 մկմ (125 – 250 միկրոն ներառյալ)՝ համաձայն ASME B46.1 ստանդարտի:
12. Նյութերը պետք է փաթեթավորված լինեն մեքենայական մշակման և կնքման մակերեսներին վնաս պատճառելուց խուսափելու համար:
13. Բոլոր չափերը պետք է լինեն դրական (+) հանդուրժողականությամբ։ Բացասական հանդուրժողականությունները խստիվ արգելված են։
14. Ֆլանշերի թեքությունները պետք է կատարվեն ASME B16.25 ստանդարտին համապատասխան:
15. Արտադրական գործընթացը ցանկացած պահի կստուգվի TPI-ի կողմից։
16. TPI-ն կարող է նմուշներ վերցնել ցանկացած նյութից՝ քիմիական/մեխանիկական փորձարկման նմուշի համար։
17. Մուտքային ստուգման զեկույցը պետք է վերանայվի TPI-ի կողմից:


| Ապրանք | Չափս (դյույմ) | Ճնշման դաս | CS | Նյութ | Քաշը (մմ) | Գտնվելու վայրը | Քանակ |
| ՍՈՐՖ | 12 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 48 |
| ՍՈՐՖ | 8 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 32 |
| ՍՈՐՖ | 3 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 32 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 2 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 4 |
| ՍՈՐՖ | 20 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 16 | Տանկի եզրեր | 8 |
| ՍՈՐՖ | 3 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 24 |
| ՍՈՐՖ | 20 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 16 |
| Ապրանք | Չափս (դյույմ) | Ճնշման դաս | CS | Նյութ | Քաշը (մմ) | Գտնվելու վայրը | Քանակ |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Ֆլանժ, եռակցման պարանոց | 12 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Ֆլանժ, եռակցման պարանոց | 12 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Ֆլանժ, եռակցման պարանոց | 10 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 6 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 4 |
| Ֆլանժ, եռակցման պարանոց | 4 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 4 |
| Ֆլանժ, եռակցման պարանոց | 18 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
| Ֆլանժ, եռակցման պարանոց | 8 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
| Ֆլանժ, եռակցման պարանոց | 8 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
Հաճախակի տրվող հարցեր
1. Որո՞նք են չժանգոտվող պողպատե խողովակային կցամասերի տարբեր տեսակները:
Պատասխան՝ Չժանգոտվող պողպատե խողովակների կցամասերը ներառում են հետույքային եռակցման խողովակների կցամասեր, վարդակային եռակցման խողովակների կցամասեր, պտուտակավոր խողովակների կցամասեր, եզրեր, փականներ և այլ տեսակներ:
2. Ի՞նչ տարբերություն կա 304 և 316 չժանգոտվող պողպատե խողովակների կցամասերի միջև։
Ա. 304 չժանգոտվող պողպատը հարմար է կիրառությունների մեծ մասի համար և ունի գերազանց կոռոզիոն դիմադրություն: Մյուս կողմից, 316 չժանգոտվող պողպատն ունի ավելի լավ կոռոզիոն դիմադրություն բարձր կոռոզիոն միջավայրերում և ավելի հարմար է ծովային և քիմիական կիրառությունների համար:
3. Որո՞նք են կռած հետույքով եռակցված խողովակային կցամասերի օգտագործման առավելությունները:
Ա. Կռած հետույքային եռակցման կցամասերը ապահովում են բարձրացված ամրություն, հուսալիություն և արտահոսքից զերծ միացումներ: Դրանք ապահովում են գերազանց հարվածային դիմադրություն և նախընտրելի են բարձր ճնշման և բարձր ջերմաստիճանի կիրառման համար:
4. Ի՞նչ է հետույքային եռակցման եզրը:
Պատասխան. Ետնամասային եռակցման եզրը խողովակի եզր է, որն ունի երկար կոնաձև հանգույց և եռակցված է խողովակին: Այն ապահովում է խողովակից եզր սահուն անցում՝ գերազանց ամրությամբ և ամբողջականությամբ:
5. Ո՞ր տեսակի չժանգոտվող պողպատն է սովորաբար օգտագործվում խողովակների կցամասերի համար:
Ա. 304, 316, 304L, 316L և 317 չժանգոտվող պողպատները լայնորեն օգտագործվում են խողովակների կցամասերում՝ իրենց գերազանց կոռոզիոն դիմադրության, ամրության և բազմակողմանիության շնորհիվ:
6. Կարո՞ղ են չժանգոտվող պողպատե խողովակների կցամասերը օգտագործվել բարձր ջերմաստիճանային պայմաններում:
Պատասխան՝ Այո, չժանգոտվող պողպատից պատրաստված կցամասերը հարմար են բարձր ջերմաստիճանային կիրառությունների համար: Այնուամենայնիվ, օգտագործվող չժանգոտվող պողպատի տեսակը պետք է ուշադիր ընտրվի՝ հիմնվելով կիրառման կոնկրետ ջերմաստիճանային պահանջների վրա:
7. Արդյո՞ք չժանգոտվող պողպատե խողովակների կցամասերը հարմար են սննդի և խմիչքի արդյունաբերության համար:
Պատասխան՝ Այո, չժանգոտվող պողպատե խողովակների կցամասերը լայնորեն կիրառվում են սննդի և խմիչքի արդյունաբերության մեջ՝ իրենց հիգիենայի, կոռոզիային դիմադրողականության և հեշտ սպասարկման շնորհիվ։
8. Ի՞նչ տարբերություն կա վարդակային եռակցման կցամասերի և հետույքային եռակցման կցամասերի միջև:
Պատասխան՝ Խողովակի վարդակով եռակցված կցամասերը խողովակը մտցնում են վարդակի մեջ, ապա կատարում են ֆիլեային եռակցում՝ խողովակը միացնելու համար: Մյուս կողմից, ետնամասով եռակցված կցամասերը պահանջում են խողովակի ծայրերի թեքվածություն, ապա եռակցում:
9. Կարո՞ղ են վերամշակվել չժանգոտվող պողպատե խողովակների միացումները:
Ա. Այո, չժանգոտվող պողպատե խողովակների կցամասերը բարձր վերամշակվող են: Չժանգոտվող պողպատը կայուն նյութ է, որը կարող է վերամշակվել և վերօգտագործվել՝ առանց կորցնելու իր հատկությունները կամ որակը:
10. Որո՞նք են չժանգոտվող պողպատե խողովակային կցամասերի օգտագործման առավելությունները՝ համեմատած այլ նյութերի հետ։
Ա. Չժանգոտվող պողպատե խողովակների կցամասերը առաջարկում են բազմաթիվ առավելություններ, ինչպիսիք են՝ գերազանց կոռոզիոն դիմադրությունը, բարձր ամրությունը, դիմացկունությունը և հիգիենիկ հատկությունները: Դրանք քիչ խնամք են պահանջում, երկար ծառայության ժամկետ ունեն և ունեն մաքուր ու գեղեցիկ տեսք:
ԱՊՐԱՆՔՆԵՐԻ ՄԱՆՐԱՄԱՍՆ ՑՈՒՑԱԴՐՈՒԹՅՈՒՆ
1. Դեմք
Կարող է լինել բարձրացված դեմքով (RF), լրիվ դեմքով (FF), օղակաձև միացմամբ (RTJ), ակոսավոր, լեզվային կամ անհատականացված։
2. ANSI B16.25-ի համաձայն՝ թեք ծայր
3.CNC նուրբ ավարտված։
Երեսպատման մակերես. Եզրագծի մակերեսի մակերեսի մակերեսի մակերեսը չափվում է որպես թվաբանական միջին կոպտության բարձրություն (AARH): Վերջնական մակերեսը որոշվում է օգտագործվող ստանդարտով: Օրինակ, ANSI B16.5-ը սահմանում է մակերեսի ... միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի չափի միջինի
Նշում և փաթեթավորում
• Յուրաքանչյուր շերտ օգտագործում է պլաստիկե թաղանթ՝ մակերեսը պաշտպանելու համար
• Բոլոր չժանգոտվող պողպատի համար նախատեսվածները փաթեթավորված են ֆաներայի տարաներով։ Ավելի մեծ չափի ածխածնային եզրերի համար նախատեսվածները փաթեթավորված են ֆաներայի պալետներով։ Կամ կարող են լինել անհատական փաթեթավորում։
• Առաքման նշանը կարող է պատրաստվել պահանջով
• Արտադրանքի վրա նշագրումները կարող են փորագրված կամ տպված լինել: OEM-ը ընդունվում է:
ԶՆՆՈՒՄ
• UT թեստ
• Ֆոտոթերապիայի թեստ
• ՄՏ թեստ
• Չափերի փորձարկում
Մինչև առաքումը մեր որակի վերահսկման թիմը կկազմակերպի NDT թեստ և չափերի ստուգում: Նաև ընդունում է TPI (երրորդ կողմի ստուգում):
Արտադրական գործընթաց
| 1. Ընտրեք իսկական հումք | 2. Կտրեք հումքը | 3. Նախնական տաքացում |
| 4. Կռում | 5. Ջերմային մշակում | 6. Կոպիտ մեքենայացում |
| 7. Հորատում | 8. Նուրբ մեքենայացում | 9. Նշում |
| 10. Ստուգում | 11. Փաթեթավորում | 12. Առաքում |
ՀԱՄԱԳՈՐԾԱԿՑՈՒԹՅԱՆ ԴԵՊՔ
Թուրքիայում իրականացվող նախագիծ, բնական գազի խողովակաշարերում օգտագործվում են եզրակալներ։ Այդ բոլոր եզրակալները հաստատված են TUV-ի կողմից։
Ֆլանժի տվյալների թերթիկ
1. Ֆլանշի չափերը և թույլատրելի շեղումները պետք է համապատասխանեն ASME B16.5 ստանդարտին:
2. Եզրագծերը պետք է պատրաստվեն կռման եղանակով։
3. Նյութերը պետք է համապատասխանեն ASTM A105, ASTM A694 F65 և ASTM A694 F70 ստանդարտներին։
4. ASTM A694 F65 և ASTM A694 F70 ֆլանշերը պետք է ենթարկվեն կոփման և մխման։
5. Նյութերի փորձարկման վկայականները և ջերմային մշակման հաշվետվությունները պետք է հասանելի լինեն TPI ստուգումների համար:
6. WN եզրերը պետք է լինեն թեք ծայրերով՝ համաձայն ASME B16.25 ստանդարտի:
7. Նյութերի քիմիական և մեխանիկական փորձարկման արժեքները (հարվածային, ճկուն, ձգողական և այլն) պետք է համապատասխանեն համապատասխան ստանդարտներին։
8. Բոլոր մակերեսները պետք է մշակվեն մեքենայով և լաքապատվեն թափանցիկ յուղով՝ ժանգոտումը կանխելու համար։
9. Նշումը պետք է ներառի հետևյալ տեղեկատվությունը.
• Տրամագիծ (օրինակ՝ 6 դյույմ)
• Ճնշման դաս (օրինակ՝ 150 ֆունտ)
• Նյութական որակ (օրինակ՝ ASTM A 105)
• Պատի հաստություն (մոտավորապես 4,78 մմ)
• Ջերմային համար (փորձ. 138413)
• Արտադրության ստանդարտ (ASME B16.5)
10. Նյութերը պետք է զերծ լինեն մակերեսային որևէ արատից և ճաքից: Եռակցման միջոցով վերանորոգումները խստիվ արգելված են:
11. Բոլոր եզրերը պետք է լինեն բարձրացված մակերեսով (RF)՝ կնքող մակերեսով: Կնքող մակերեսը պետք է լինի Ra 3,2 – 6,3 մկմ (125 – 250 միկրոն ներառյալ)՝ համաձայն ASME B46.1 ստանդարտի:
12. Նյութերը պետք է փաթեթավորված լինեն մեքենայական մշակման և կնքման մակերեսներին վնաս պատճառելուց խուսափելու համար:
13. Բոլոր չափերը պետք է լինեն դրական (+) հանդուրժողականությամբ։ Բացասական հանդուրժողականությունները խստիվ արգելված են։
14. Ֆլանշերի թեքությունները պետք է կատարվեն ASME B16.25 ստանդարտին համապատասխան:
15. Արտադրական գործընթացը ցանկացած պահի կստուգվի TPI-ի կողմից։
16. TPI-ն կարող է նմուշներ վերցնել ցանկացած նյութից՝ քիմիական/մեխանիկական փորձարկման նմուշի համար։
17. Մուտքային ստուգման զեկույցը պետք է վերանայվի TPI-ի կողմից:
| Ապրանք | Չափս (դյույմ) | Ճնշման դաս | CS | Նյութ | Քաշը (մմ) | Գտնվելու վայրը | Քանակ |
| ՍՈՐՖ | 12 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 48 |
| ՍՈՐՖ | 8 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 32 |
| ՍՈՐՖ | 3 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 32 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 2 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 4 |
| ՍՈՐՖ | 20 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 16 | Տանկի եզրեր | 8 |
| ՍՈՐՖ | 3 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 24 |
| ՍՈՐՖ | 20 | 150 ֆունտ | 20 | A105 | - | Տանկի եզրեր | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 5.54 | Տանկի եզրեր | 8 |
| Ֆլանժ, եռակցման պարանոց | 24 | 150 ֆունտ | 20 | A105 | 14 | Տանկի եզրեր | 16 |
| Ապրանք | Չափս (դյույմ) | Ճնշման դաս | CS | Նյութ | Քաշը (մմ) | Գտնվելու վայրը | Քանակ |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Ֆլանժ, եռակցման պարանոց | 12 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 20 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Ֆլանժ, եռակցման պարանոց | 12 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Ֆլանժ, եռակցման պարանոց | 24 | 400 ֆունտ | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Ֆլանժ, եռակցման պարանոց | 4 | 400 ֆունտ | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Ֆլանժ, եռակցման պարանոց | 10 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Ֆլանժ, եռակցման պարանոց | 6 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 4 |
| Ֆլանժ, եռակցման պարանոց | 4 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 4 |
| Ֆլանժ, եռակցման պարանոց | 18 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
| Ֆլանժ, եռակցման պարանոց | 8 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
| Ֆլանժ, եռակցման պարանոց | 8 | 300 ֆունտ | 51 | ASTM A694 F65 | 4.78 | ՌԱԲԻՂ | 2 |
Խողովակային կցամասերը խողովակաշարային համակարգի կարևորագույն բաղադրիչներ են, որոնք օգտագործվում են հեղուկների միացման, վերահասցեավորման, շեղման, չափերի փոփոխման, կնքման կամ հոսքի կառավարման համար: Դրանք լայնորեն կիրառվում են շինարարության, արդյունաբերության, էներգետիկայի և քաղաքային ծառայությունների ոլորտներում:
Հիմնական գործառույթներ՝Այն կարող է կատարել այնպիսի գործառույթներ, ինչպիսիք են խողովակների միացումը, հոսքի ուղղության փոփոխությունը, հոսքերի բաժանումը և միաձուլումը, խողովակների տրամագծերի կարգավորումը, խողովակների կնքումը, վերահսկումը և կարգավորումը։
Կիրառման շրջանակը.
- Շենքի ջրամատակարարում և ջրահեռացում.Ջրամատակարարման ցանցերի համար օգտագործվում են PVC արմունկներ և PPR եռանկյունաձև կառուցվածքներ:
- Արդյունաբերական խողովակաշարեր.Քիմիական նյութեր տեղափոխելու համար օգտագործվում են չժանգոտվող պողպատե եզրեր և համաձուլված պողպատե արմունկներ:
- Էներգիայի փոխադրում.Բարձր ճնշման պողպատե խողովակների կցամասերը օգտագործվում են նավթի և գազի խողովակաշարերում:
- HVAC (Ջեռուցում, օդափոխություն և օդորակում):Պղնձե խողովակների միացումները օգտագործվում են սառնագենտի խողովակաշարերը միացնելու համար, իսկ ճկուն միացումները՝ թրթռումը նվազեցնելու համար։
- Գյուղատնտեսական ոռոգում.Արագ միակցիչները հեշտացնում են ցողունային ոռոգման համակարգերի հավաքումը և ապամոնտաժումը։
-

Խողովակների կցամասեր A105 դասի 150 Ss ածխածնային պողպատե Pl ...
-

Ստանդարտ ճնշման բացվածքի եզր կռած չժանգոտվող պողպատե...
-

ածխածնային պողպատից եռակցման պարանոցի տեսակ՝ 6 դյույմ ANSI դասի...
-

ածխածնային պողպատից a105 կռածածկույթի BL եզր
-

ASTM A182 F51 F53 BL ANSI B16.5 չժանգոտվող պողպատ...
-

բացվածքի եզր WN 4″ 900# RF A105 կրկնակի գր ...



